






材料的切割速度与激光功率密度成正比,即增加功率密度可提高切割速度。切割速度与被切割材料的密度(比重)和厚度成反比。当其他参数保持不变,提高切割速度的因素是:提高功率(在一定范围内,如500~2 000W);改善光束模式(如从高阶模到低阶模直至TEM00);减小聚焦光斑尺寸(如采用短焦距透镜聚焦);切割低起始蒸发能的材料(如塑料、有机玻璃等);切割低密度材料(如白松木等);切割薄型材料。






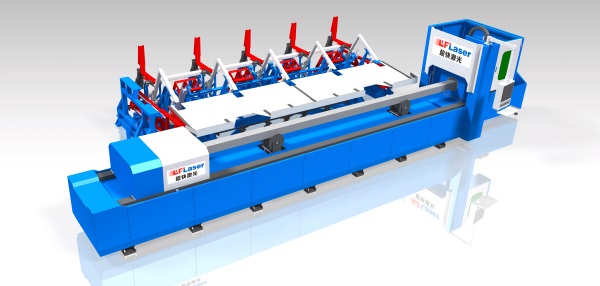
光纤激光切割机有两种,一种是单工作台激光切割机,一种是交换工作台激光切割机,这样两种是有什么的区别,简单来区分的话就是单台面只有一个工作台,交换台有两个工作台面。首先我们现在了解一下光纤激光切割机优势:超底成本,超底耗电成本,可吹空气切割各种金属薄板。切割速度快、互换式工作台上下料且节省人工。光斑质量好、变形小、外观平整、美观。采用进口伺服电机和导向传动机构,切割精度高。采用软件可随意设计各种圆形或文字即时加工,加工灵活,操作简单、方便。

切割加工小孔(直径小与板厚)变形情况的分析
这是因为机床(只针对大功率激光切割机)在加工小孔时不是采取穿孔的方式,而是用脉冲穿孔(软穿刺)的方式,这使得激光能量在一个很小的区域过于集中,将非加工区域也烧焦,造成孔的变形,影响加工质量。这时我们应在加工程序中将脉冲穿孔(软穿刺)方式改为穿孔(普通穿刺)方式,加以解决。而对于较小功率的激光切割机则恰好相反,在小孔加工时应采取脉冲穿孔的方式才能取得较好的表面光洁度。

您好,欢迎莅临超快激光,欢迎咨询...
 触屏版二维码 |




