






管材自身的特性对激光加工过程会产生很大的影响,不同管径或管材材料用同样的激光切割,切出来的效果就会不一样,比如同样管径的紫铜管跟不锈钢管用激光来切割,紫铜管不好切,不锈钢管很好切。
辅助气体的种类及压力也会影响管材的切割质量,当以较高的速度切割管壁厚度较小的管材时,则应提高辅助气体的压力,以防止切口出现挂渣;当切割管壁厚度较大或者切割速度较慢时,应适当降低辅助气体的压力,以防止出现管材割不穿或者割不断。






金属管材在不同行业应用非常广泛,比如钢管在工程建筑钢架结构、门窗护栏、汽车、单车、摩托车、健身器材等行业大量应用。相应的,切割加工金属管材也需要更多的设备。
激光切管机的出现给原来金属管材行业切割工序带来了颠覆性的变化,激光切割迅速取代了许多传统、效率低的机械切割,如今激光切管机还不断增添新的功能和技术,自动上料、夹料、旋转、打孔、开槽、雕花、坡口切割等,适用圆管、方管、扁管等异形管,对于不同材料的管材无需更换对应的锯片,反正来了就是“一刀切”,不需中途停机,激光切割几乎满足管材切割的所有要求。
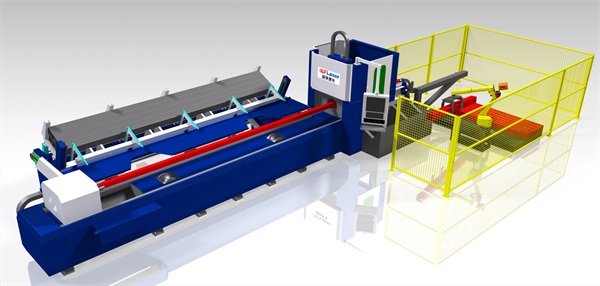
传统五金家具管材工业制造流程为领料—锯切下料—钻孔—加工斜面—清洗—转焊接,需要多道工序。光纤激光切管机全自动成捆上料,自动送料,数控激光切割,自动浮动支撑下料,只需一人操作即可。
五金家具的管材规格不定,方管10mm*10mm到直径38mm的圆管都有,管材壁厚一般为0.5-1.5mm。小型管材加工过程中常遇到的问题就是管材的本身刚性强度低,很容易受到外力后产生变形,比如管材弯曲、扭变,挤压后凹陷凸起等。光纤激光切管机使用卡盘的夹紧,采用气动卡盘,加持可调,小管夹装不变型,大管夹装也能依然保持转速。在管材夹持上可实现自定心,一次装夹,管材中心一次到位。切割成品下料采用浮动支撑,即使成品长度长,在切割旋转中也不会因为扭力而变型。

您好,欢迎莅临超快激光,欢迎咨询...
 触屏版二维码 |




